Wybór jednostki miary, Wybór wskazania k ta, Tabela narz dzi – HEIDENHAIN PT 880 Instrukcja Obsługi
Strona 24: I – 2 praca z positip 880 – pierwsze kr oki
24
I Instrukcja dla użytkownika
I – 2 Praca z POSITIP 880 – pierwsze kr
oki
Wybór jednostki miary
Pozycje mog zostać wyświetlane w milimetrach lub w calach (inch).
Jeśli wybrano INCH, to wskazanie INCH zostaje wyświetlane u góry
na ekranie, na pasku statusu. Patrz rys. I.16.
Przeł czenie jednostki miary:
Prosz nacisn ć softkey INFORMACJA.
Prosz nacisn ć softkey INCH/MM.
Jednostk miary można nastawić również w menu NASTAWIENIE
OBROBKI. Informacje na ten temat znajduj si w rozdziale I 8
"Menu NASTAWIENIE OBROBKI".
Wybór wskazania k ta
K t, np. dla stołu obrotowego można wyświetlać w jako wartość
dziesi tn , w stopniach, minutach i sekundach (GMS) albo w postaci
miary łukowej. W jaki sposób ustawić wskazanie k ta, opisane jest w
rozdziale 1 8 „Menu NASTAWIENIE OBROBKI”.
Tabela narz dzi
W tabeli narz dzi POSITIP 880 można zapisać dla każdego cz sto
używanego narz dzia dane, dotycz ce jego średnicy i długości.
Można zapisać w niej do 99 narz dzi.
Zanim rozpoczniemy obróbk przedmiotu, należy wybrać w tabeli
narz dzi odpowiednie narz dzie. POSITIP 880 uwzgl dnia wówczas
wprowadzon średnic i długość narz dzia.
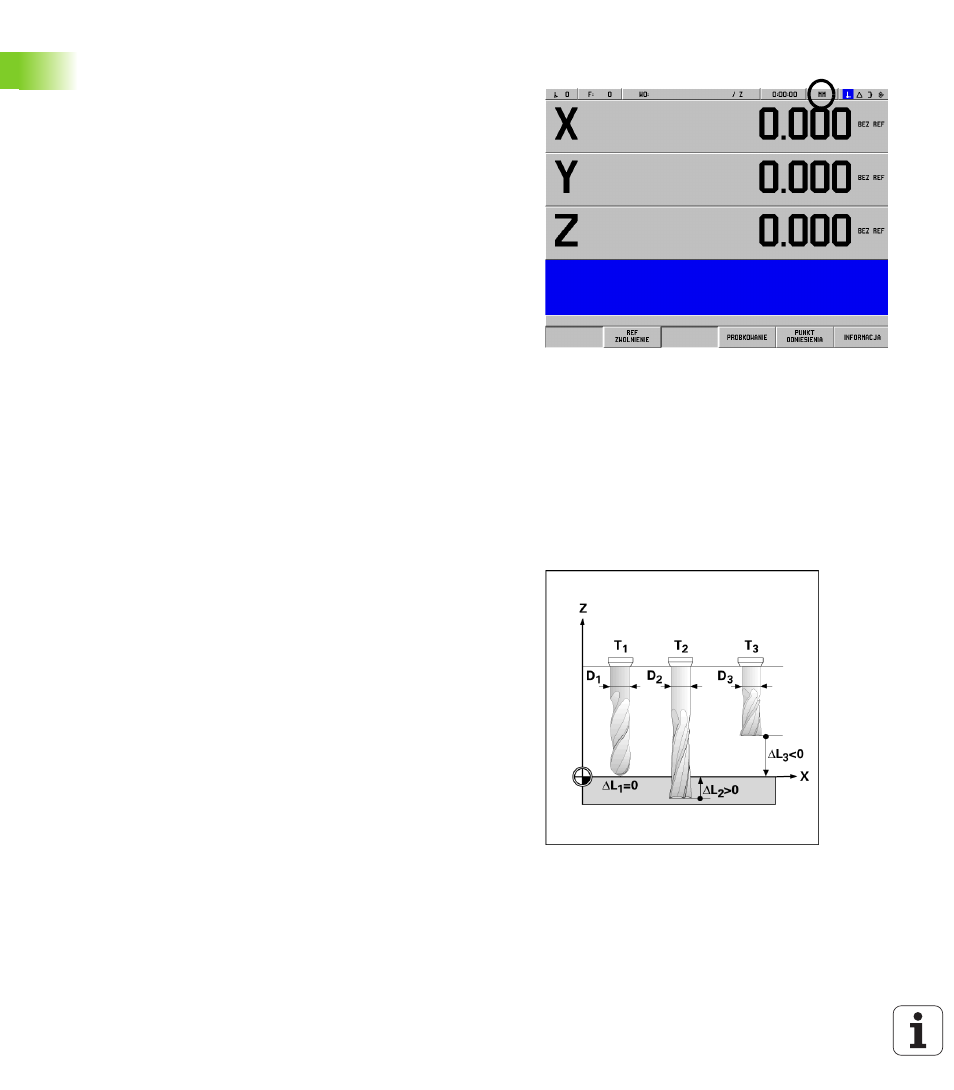
Jako długość narz dzia prosz zapisać różnic długości
Δ
L
pomi dzy narz dziem używanym i narz dziem referencyjnym. W rys.
I.17 narz dzie T1 jest narz dziem referencyjnym.
Znak liczby dla różnicy długości DL
Narz dzie jest dłuższe od narz dzia referencyjnego:
Δ
L > 0 (+)
Narz dzie jest krótsze od narz dzia referencyjnego:
Δ
L < 0 (–)
W jaki sposób zapisać narz dzie do tabeli narz dzi, opisane
jest w rozdziale 1 8 „Menu NASTAWIENIE OBROBKI”.
rys. I.16 Wyświetlenie jednostki miary na ekranie
rys. I.17 Długości i średnice narz dzi