Cięcie osłonięte 125 a — stal miękka – Hypertherm Powermax125 Rev.1 Instrukcja Obsługi
Strona 85
Powermax125 Podręcznik operatora 80808H
85
6 – Ustawianie palnika zmechanizowanego
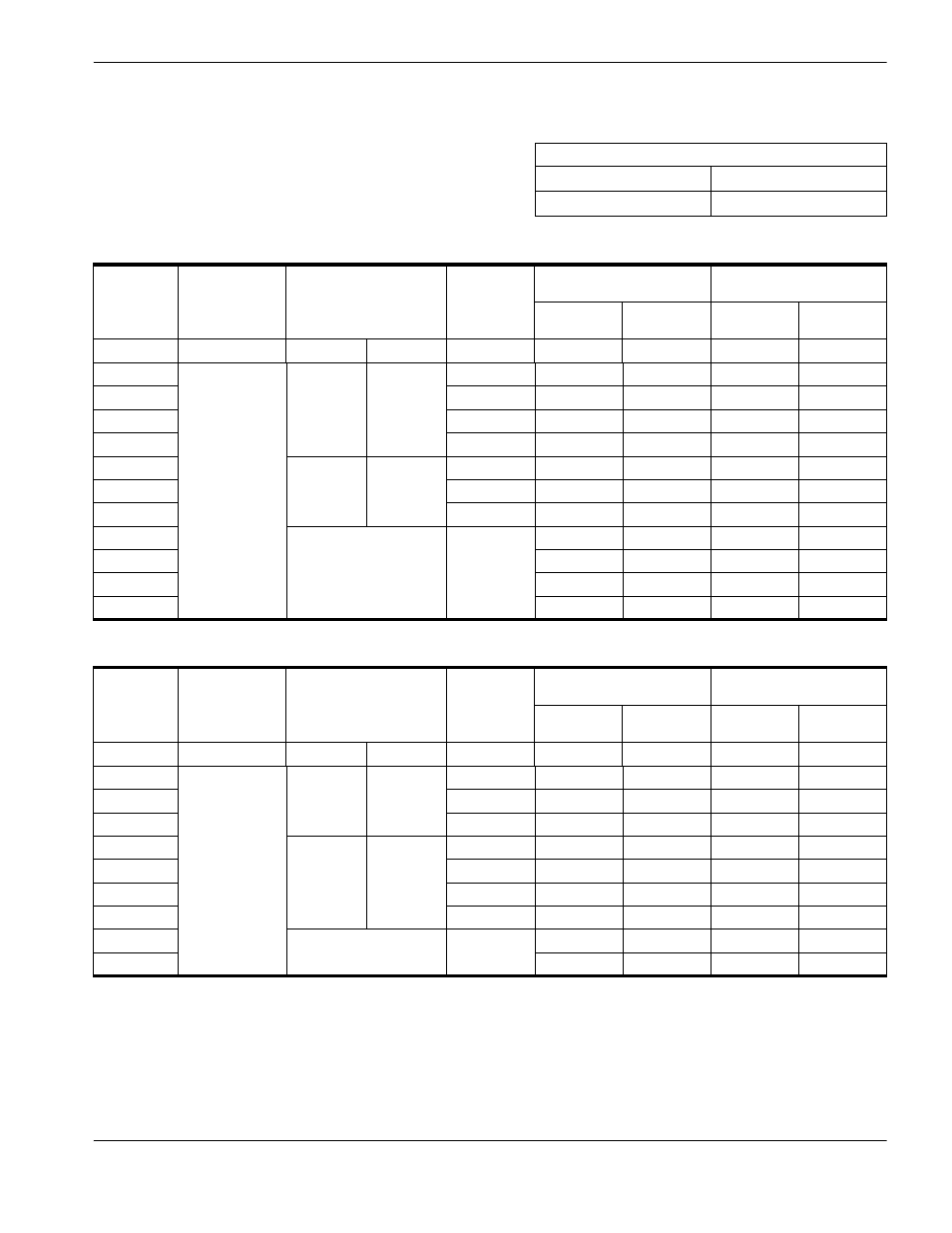
Cięcie osłonięte 125 A — stal miękka
Szybkość przepływu powietrza — slpm/scfh
Gorące
260 / 550
Zimne
345 / 730
Metryczny system miar
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Ustawienia najlepszej
jakości
Ustawienia produkcji
Szybkość
cięcia
Napięcie
Szybkość
cięcia
Napięcie
mm
mm
mm
%
sekundy
mm/min
V
mm/min
V
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Start od krawędzi*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Jednostki anglosaskie
Grubość
materiału
Robocze
odsunięcie
palnika
Początkowa wysokość
przebijania
Czas
opóźnienia
przy
przebijaniu
Ustawienia najlepszej
jakości
Ustawienia produkcji
Szybkość
cięcia
Napięcie
Szybkość
cięcia
Napięcie
cale
cale
cale
%
sekundy
cale/min
V
cale/min
V
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Start od krawędzi*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Materiał o grubości do 32 mm można przebijać, jeśli używane oprogramowanie CNC oraz system kontroli wysokości palnika
umożliwiają tymczasowe podniesienie palnika w celu usunięcia kłębów żużlu powstałych podczas przebijania.
W oprogramowaniu CNC Hypertherm Phoenix ta funkcja ma na przykład nazwę „Wysokość uskoku przed kłębami żużlu”. Używanie
tej funkcji przebijania może mieć wpływ na trwałość materiałów eksploatacyjnych.