Powermax – Hypertherm Powermax1650 Rev.3 Instrukcja Obsługi
Strona 70
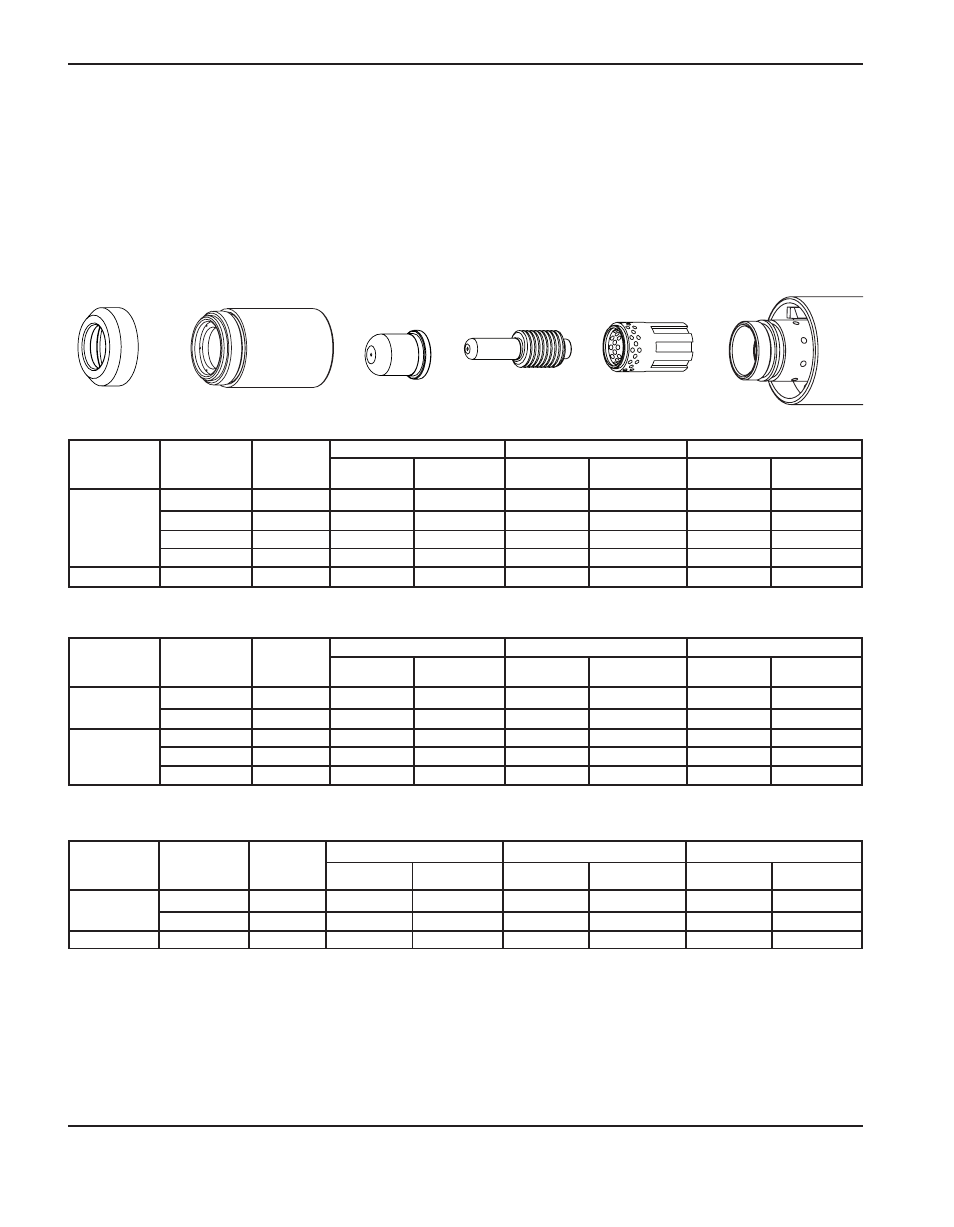
Materiały eksploatacyjne bez osłony dla systemu zmechanizowanego
40 do 60 A
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 1,5 mm i dotyczy
wszystkich cięć.
Nasadka
120928
Dysza
220006
Elektroda
120926
Pierścień
zawirowujący
120925
Palnik
T100M-2
Deflektor
120979
Maksymalne szybkości cięcia to najwyższe wartości szybkości, jakie można osiągnąć bez spadku jakości cięcia.
Optymalne szybkości cięcia zapewniają najlepszy kąt ciecia, najmniej żużlu oraz najlepsze wykończenie powierzchni cięcia.
Uwaga: wykresy cięcia stanowią wstępną pomoc w odpowiednim zaplanowaniu różnych operacji cięcia.
Każdy system cięcia wymaga jeszcze dopracowania parametrów i ustawień w celu uzyskania pożądanej jakości cięcia.
Natężenie
prądu łuku
Napięcie łuku
Opóźnienie
przy
przebijaniu
Grubość materiału
Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale
mm
cal/min
mm/min
cal/min
mm/min
25
125
26 GA
0,5
550
13970
353
8966
128
22 GA
0,8
484
12294
315
8001
130
18 GA
1,3
238
6045
155
3937
131
16 GA
1,5
167
4242
109
2769
40
129
0,25
14 GA
1,9
326
8280
212
5385
Natężenie
prądu łuku
Napięcie łuku
Opóźnienie
przy
przebijaniu
Grubość materiału
Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale
mm
cal/min
mm/min
cal/min
mm/min
25
125
1/32
0,8
564
14326
366
9296
127
1/16
1,5
236
5994
153
3886
40
127
0,25
3/32
2,4
261
6629
170
4318
Stal miękka
Stal nierdzewna
Aluminium
Natężenie
prądu łuku
Napięcie łuku
Opóźnienie
przy
przebijaniu
Grubość materiału
Maksymalna szybkość cięcia Optymalna szybkość cięcia
Cale
mm
cal/min
mm/min
cal/min
mm/min
25
127
26 GA
0,5
561
14249
365
9271
127
22 GA
0,8
453
11506
295
7493
40
123
0,25
18 GA
1,3
500
12700
325
8255
127
0,25
16 GA
1,5
367
9322
239
6071
128
0,25
14 GA
1,9
220
5588
143
3632
4-20
powermax
1650
Podręcznik operatora
3
DZIAŁANIE