Początek współrzędnych biegunowych: biegun i, j, Prosta na biegu szybkim g10 prosta z posuwem g11 f – HEIDENHAIN TNC 620 (34056x-04) ISO programming Instrukcja Obsługi
Strona 191
Ruchy na torze kształtowym – współrzędne biegunowe
6.5
6
TNC 620 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 2/2014
191
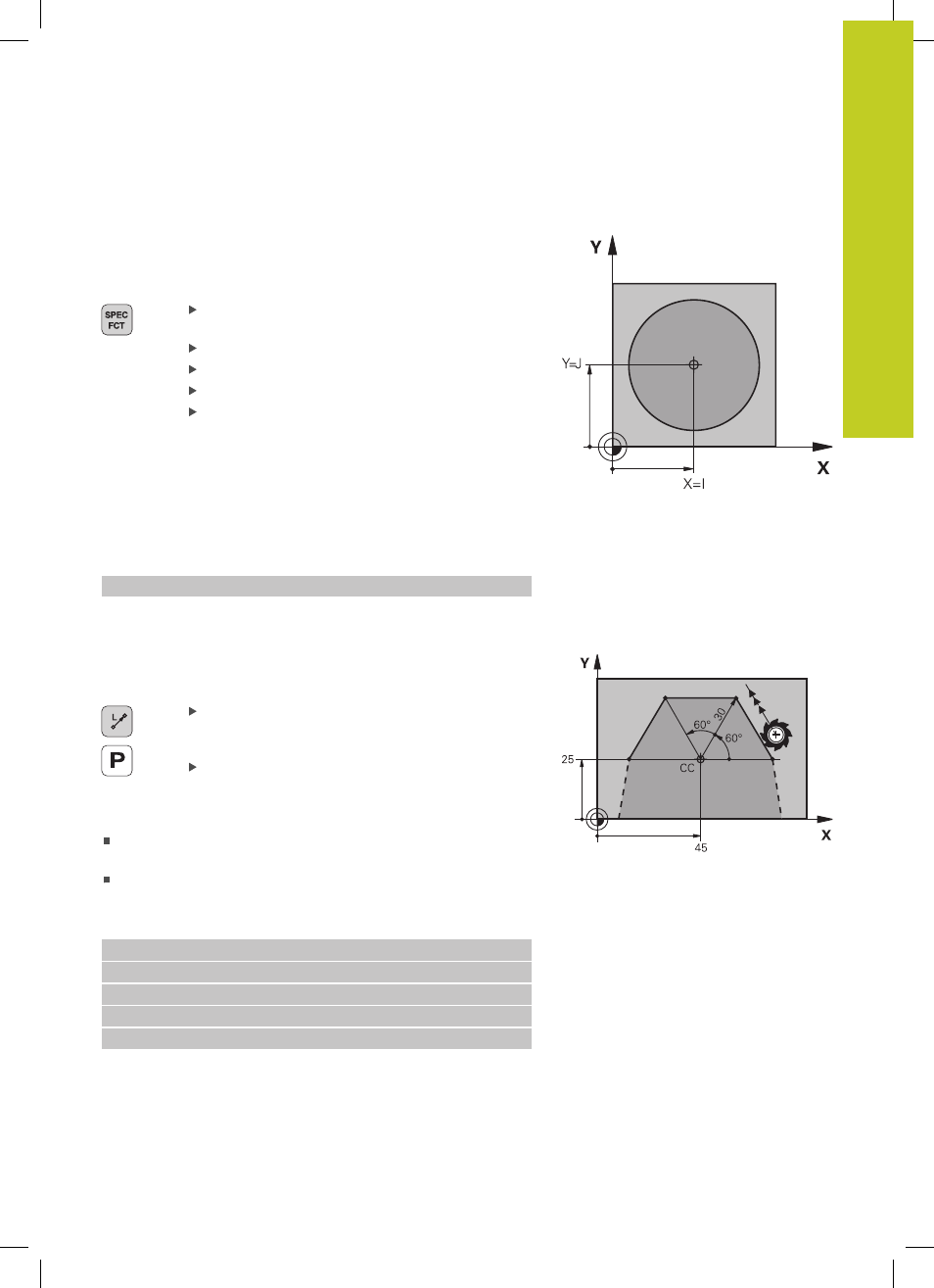
Początek współrzędnych biegunowych: biegun I, J
Biegun CC można wyznaczać w dowolnych miejscach programu
obróbki, przed wprowadzeniem pozycji przy pomocy współrzędnych
biegunowych. Proszę przy wyznaczaniu bieguna postępować w ten
sposób, jak przy programowaniu punktu środkowego okręgu.
Programowanie bieguna: nacisnąć klawisz SPEC
FCT.
Softkey FUNKCJE PROGRAMU wybrać
Softkey DIN/ISO nacisnąć
Softkey I lub J wybrać
Współrzędne
: prostokątne współrzędne
dla bieguna zapisać lub przejąć ostatnio
zaprogramowaną pozycję: G29 zapisać. Określić
biegun, zanim zostaną zaprogramowane
współrzędne biegunowe. Zaprogramować biegun
tylko przy pomocy współrzędnych prostokątnych.
Biegun ten obowiązuje tak długo, aż zostanie
określony nowy biegun.
NC-wiersze przykładowe
N120 I+45 J+45 *
Prosta na biegu szybkim G10 prosta z posuwem G11 F
Narzędzie przesuwa się po prostej od swojej aktualnej pozycji do
punktu końcowego prostej. Punkt startu jest jednocześnie punktem
końcowym poprzedniego bloku.
Współrzędne biegunowe-promień R
: zapisać
odległość punktu końcowego prostej do bieguna
CC
Współrzędne biegunowe-kąt H
: pozycja kątowa
punktu końcowego prostej pomiędzy –360° i +360°
Znak liczby H jest określony przez oś bazową kąta:
Kąt od osi bazowej kąta do R w kierunku przeciwnym do
wskazówek zegara: H>0
Kąt od osi bazowej kąta do R w kierunku wskazówek zegara:
H
<0
NC-wiersze przykładowe
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *