1 zasada i przegląd funkcji – HEIDENHAIN TNC 620 (340 56x-02) ISO programming Instrukcja Obsługi
Strona 196
196
Programowanie: Q-parametry
8.1 Zasada i przegl
ąd funkcji
8.1 Zasada i przegląd funkcji
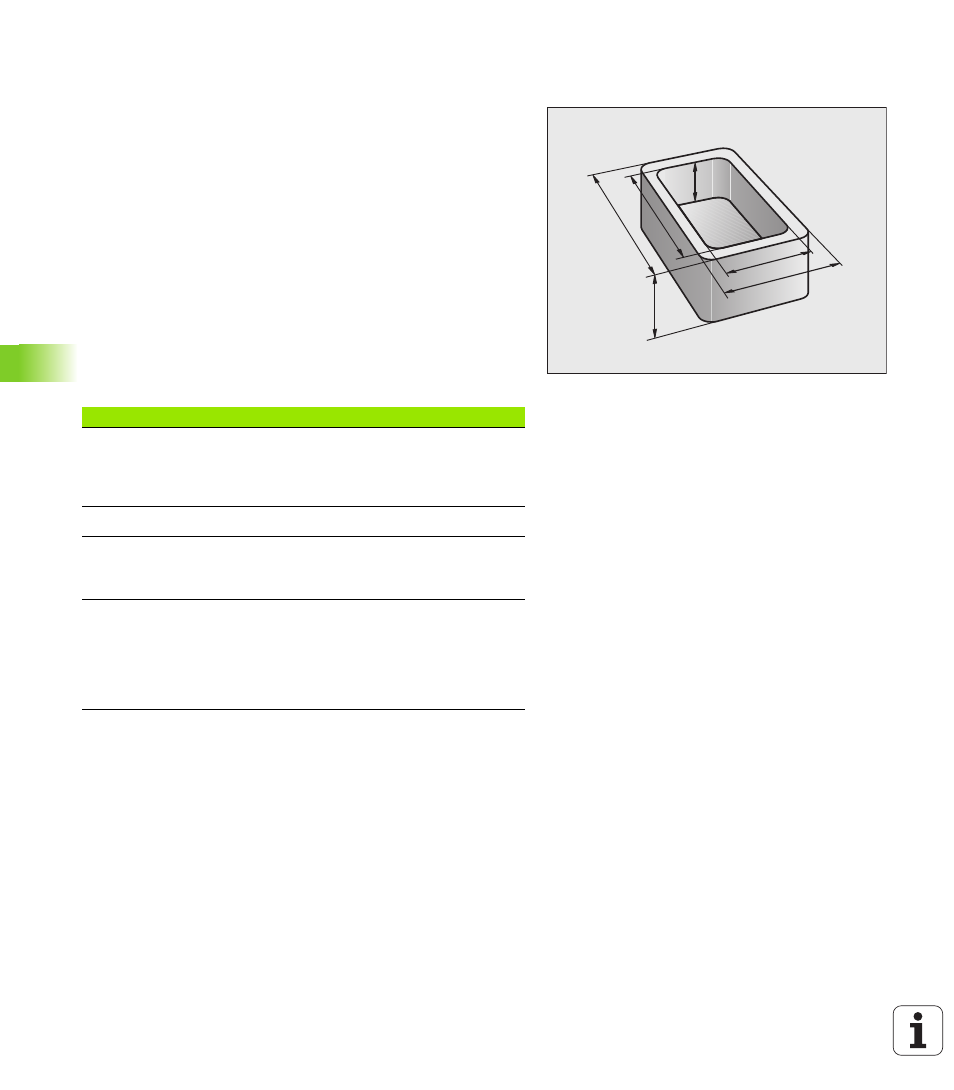
Przy pomocy parametrów można definiować w jednym programie
obróbki całą rodzinę części. W tym celu proszę w miejsce wartości
liczbowych wprowadzić symbole zastępcze: Q-parametry.
Q-parametry oznaczają na przykład
wartości współrzędnych
posuwy
prędkości obrotowe
dane cyklu
Poza tym można przy pomocy Q-parametrów programować kontury,
które są określone poprzez funkcje matematyczne lub można
wykonanie oddzielnych kroków obróbki uzależnić od warunków
logicznych.
Q-parametr jest oznaczony przy pomocy litery i numeru pomiędzy 0 i
1999. Dostępne są parametry z różnymi sposobami działania, patrz
poniższa tabela:
Q4
Q2
Q3
Q1
Q5
Q6
Znaczenie
Grupa
Dowolnie wykorzystywalne parametry, o ile nie
może dojść do przecinania się z cyklami SL,
działające globalnie dla wszystkich znajdujących
się w pamięci TNC programów.
Q0 do Q99
Parametry dla funkcji specjalnych TNC
Q100 do Q199
Parametry, wykorzystywane przede wszystkim
dla cykli, działające globalnie dla wszystkich
znajdujących się w pamięci TNC programów.
Q200 do Q1199
Parametry, wykorzystywane przede wszystkim
dla cykli producenta, działające globalnie dla
wszystkich znajdujących się w pamięci TNC
programów. W niektórych przypadkach
konieczne jest dopasowanie przez producenta
maszyn lub innego oferenta.
Q1200 do
Q1399