Definiowanie pozycji obróbkowych, Podstawy – HEIDENHAIN iTNC 530 (340 49x-06) Pilot Instrukcja Obsługi
Strona 150
150
Definio
w
ani
e pozy
cji
obróbk
owyc
h
Definiowanie pozycji obróbkowych
Podstawy
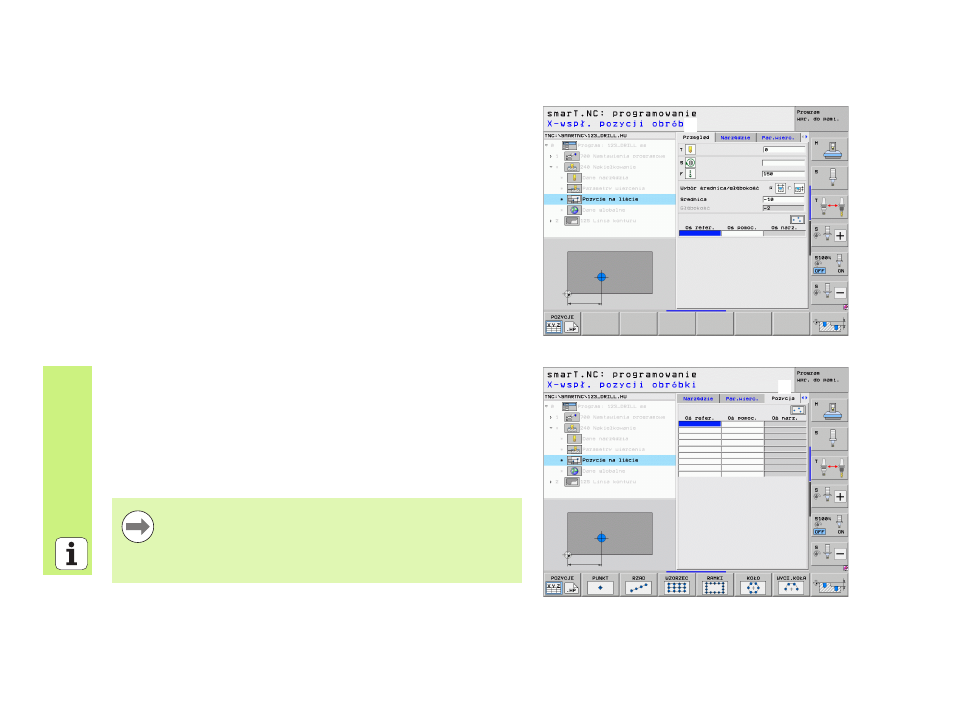
Pozycje obróbki mogą być definiowane bezpośrednio w formularzu
poglądowym
1
danego zabiegu obróbkowego, we współrzędnych
prostokątnych (patrz obrazek po prawej u góry). Jeśli należy
przeprowadzić obróbkę na więcej niż trzech pozycjach, to można zapisać
w formularzu szczegółowym Pozycje (
2
) do 6 dalszych – czyli łącznie
do 9 pozycji obróbki albo alternatywnie zdefiniować różne wzorce
obróbkowe.
Zapis inkrementalny jest dozwolony od 2. pozycji obróbki. Przełączenie
klawiszem I lub poprzez softkey jest możliwe, natomiast 1. pozycja
obróbki musi zostać koniecznie zapisana jako wartość absolutna.
Szczególnie komfortowo definiujemy pozycje obróbkowe poprzez
generator wzroców. Generator wzorców ukazuje natychmiast graficznie
zapisane pozycje obróbki, po tym kiedy zostaną wprowadzone i zapisane
do pamięci wymagane parametry.
Pozycje obróbki, zdefiniowane poprzez generator wzorców, smarT.NC
zapamiętuje automatycznie w tabeli punktów (plik-.HP), którą można
dowolnie często wykorzystywać. Szczególnie praktyczną jest możliwość,
wygaszania lub blokowania graficznie wybieralnych pozycji obróbki.
Jeżeli używano tabeli punktów już na starszych modelach sterowań (pliki
.PNT) , to mogą one być wczytane przez interfejs i wykorzystywane także
na smarT.NC.
1
1
1
2
Jeśli konieczne są regularne wzroce obróbki, to należy
wykorzystywać możliwości definiowania w formularzu
szczegółowym Pozycje. Jeśli koniczne są obszerne i
nieregularne wzorce obróbki, to należy używać generatora
wzorców.