Ersze, patrz „zależna od kąta – HEIDENHAIN iTNC 530 (340 49x-06) Instrukcja Obsługi
Strona 499
HEIDENHAIN iTNC 530
499
12.6 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
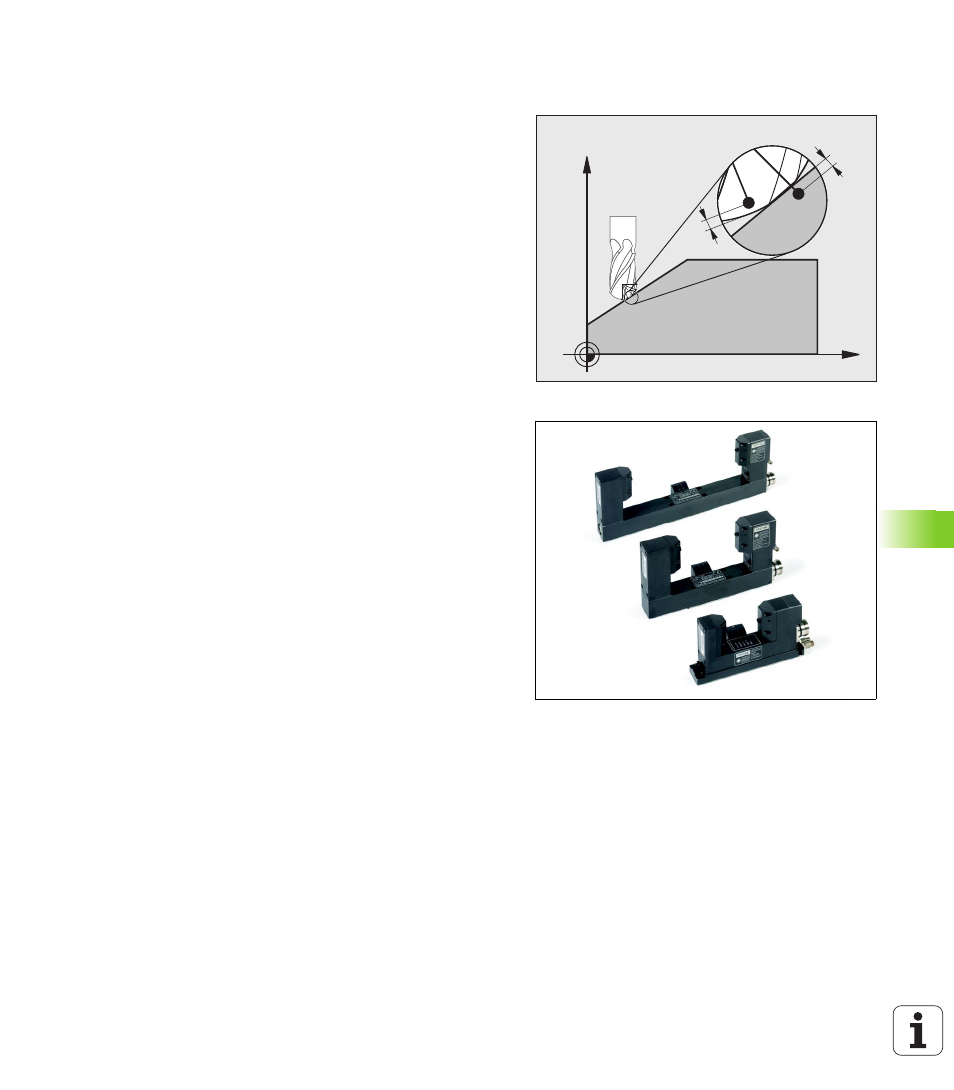
Zależna od kąta wcięcia korekcja promienia
narzędzia 3D (opcja software 3D-ToolComp)
Efektywny promień końcówki freza kształtowego odbiega od idealnej
formy ze względu na uwarunkowania produkcyjne. Maksymalne
niedokładności formy określa producent narzędzi, standardowe
odchylenia leżą pomiędzy 0.005 i 0.01 mm.
Niedokładności formy można określić układem laserowym i
odpowiednimi cyklami laserowymi TNC oraz zapisać w formie
wartości korekcji do tabeli. Tabela zawiera wartości kątowe i
zmierzone pod odpowiednim kątem odchylenaia od zadanego
promienia R2.
Przy pomocy opcji software 3D-ToolComp TNC jest w stanie, w
zależności od rzeczywistego punktu wcięcia narzędzia,
zrekompensować zdefiniowaną w tabeli wartości korekcji wielkość.
Warunki
Opcja software 3D-ToolComp jest zwolniona
Opcja software 2 3D-obróbka jest zwolniona
Parametr maszynowy 7680, bit 6 musi być ustawiony na wartość 1:
TNC przelicza przy korekcji długości narzędzia R2 z tabeli narzędzi
Kolumna DR2TABLE w tabeli narzędzi TOOL.T jest zwolniona
(parametr maszynowy 7266.42)
Narzędzie zostało zmierzone układem laserowym i tabela wartości
korekcji jest dostępna w folderze pod TNC:\ . Alternatywnie można
zestawić także manualnie tabelę wartości korekcji (patrz „Tabela
wartości korekcji” na stronie 500)
Wymiary narzędzia L, R i R2 są zapisane w tabeli narzędzi TOOL.T
W kolumnie DR2TABLE tabeli narzędzi TOOL.T zapisana jest
ścieżka tabeli wartości korekcji dla przewidzianego do korekcji
narzędzia (bez rozszerzenia pliku) (patrz „Tabela narzędzi:
standardowe dane narzędzi” na stronie 170)
Program NC: konieczne są wiersze NC z wektorami normalnymi
powierzchni (patrz „Program NC” na stronie 502)
X
Z
DR20.004
DR2+0.002