Wstęp, Ustalenie obrotu podstawy, Wstęp ustalenie obrotu podstawy – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Instrukcja Obsługi
Strona 463: Tu: patrz „kompensowanie ukośnego
HEIDENHAIN iTNC 530
463
14.7 Kompensowanie uko
śnego po
ło
żenia przedmiotu przy pomocy uk
ładu
pomiarowego 3D
14.7 Kompensowanie ukośnego
położenia przedmiotu przy pomocy
układu pomiarowego 3D
Wstęp
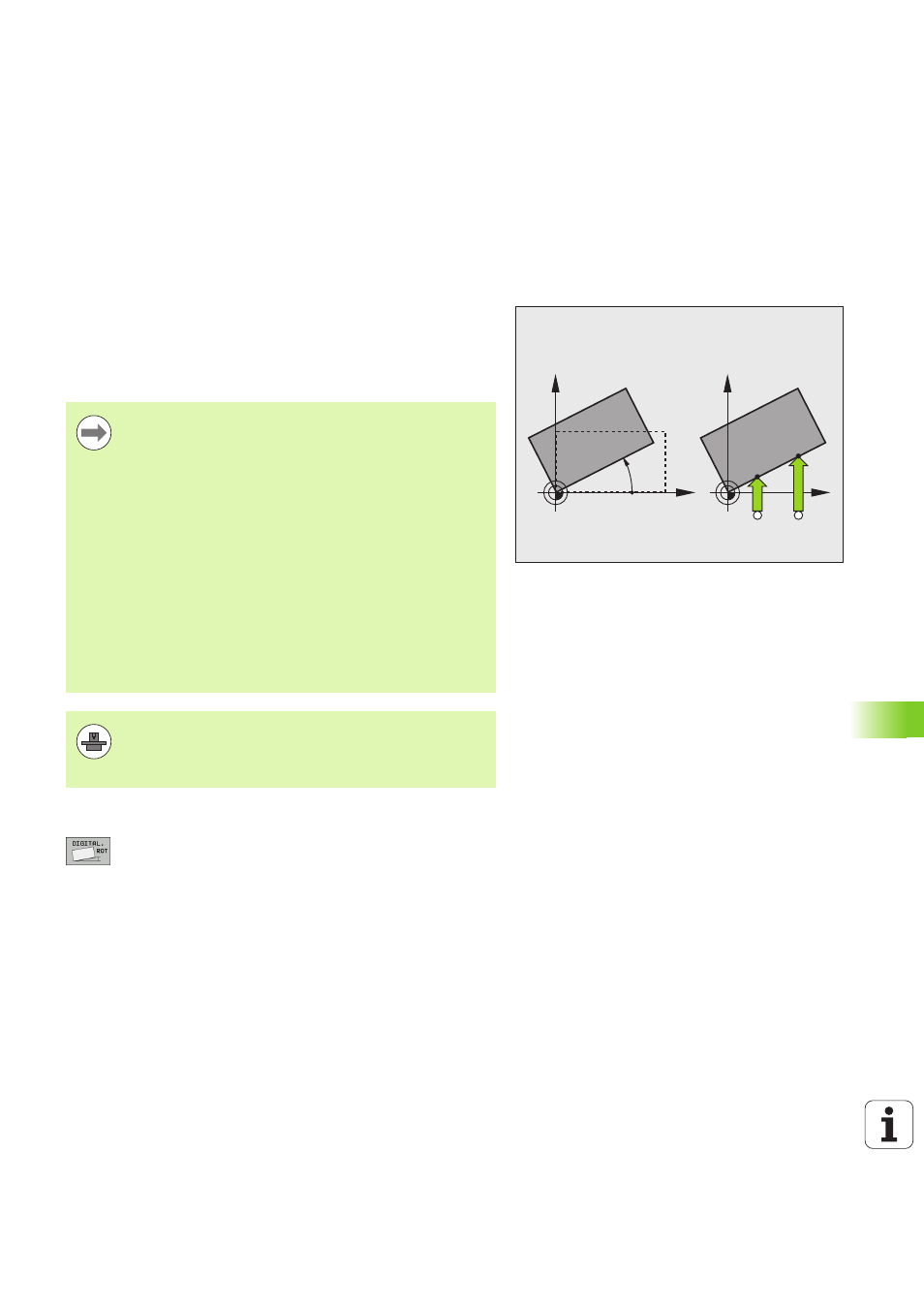
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez „obrót od podstawy”.
W tym celu TNC ustawia kąt obrotu na ten kąt, który ma utworzyć
powierzchnia przedmiotu z osią bazową kąta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
Ustalenie obrotu podstawy
U
Wybór funkcji próbkowania: nacisnąć softkey
PROBKOWANIE ROT
U
Pozycjonować sondę pomiarową w pobliżu
pierwszego punktu próbkowania
U
Wybór kierunku próbkowania prostopadle do osi
bazowej kąta: wybór osi i kierunku przy pomocy
softkey
U
Próbkowanie: nacisnąć zewnętrzny klawisz START
U
Pozycjonować sondę pomiarową w pobliżu drugiego
punktu próbkowania
U
Próbkowanie: nacisnąć zewnętrzny klawisz START.
TNC ustala obrót podstawowy i ukazuje kąt po
dialogu Kąt obrotu =
X
Y
PA
X
Y
A
B
Kierunek próbkowania dla pomiaru ukośnego położenia
przedmiotu wybierać zawsze prostopadle do osi bazowej
kąta.
Aby obrót podstawy został właściwie przeliczony w
przebiegu programu, należy zaprogramować w pierwszym
wierszu przemieszczenia obydwie współrzędne
płaszczyzny obróbki.
Można używać także obrotu podstawy w kombinacji z
funkcją PLANE, należy jednakże w tym przypadku
najpierw aktywować obrót podstawy a następnie funkcję
PLANE.
Jeżeli dokonuje się zmiany kąta obrotu od podstawy; to
TNC zapytuje przy opuszczeniu menu, czy należy zapisać
do pamięci ten zmieniony kąt także do odpowiedniego
wiersza w tabeli preset. W danym przypadku klawiszem
ENT potwierdzić.
TNC może przeprowadzić także rzeczywistą,
trójwymiarową kompensację zamocowania, jeśli maszyna
jest do tego przygotowana. Proszę skontaktować się w
razie konieczności z producentem maszyn.