Frezowanie gwintu (cykl 262) – HEIDENHAIN iTNC 530 (340 49x-03) Pilot Instrukcja Obsługi
Strona 58
58
C
y
kle dl
a wytwarzania
odwiertów i gwintów
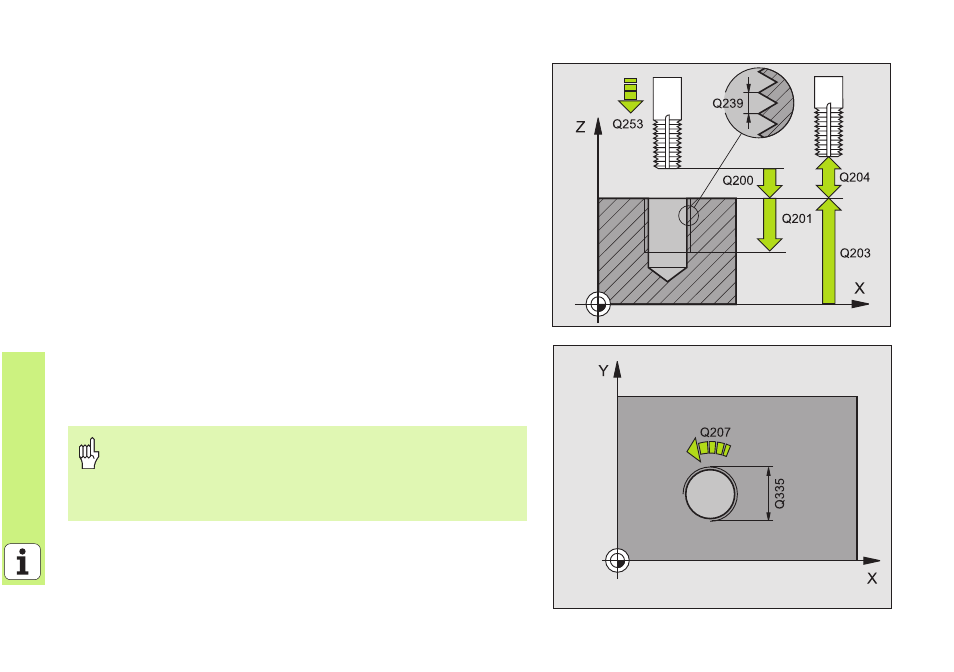
FREZOWANIE GWINTU (cykl 262)
8
Pozycjonowanie wst pne na środku odwiertu z R0
8
CYCL DEF: cykl 262 FREZOWANIE GWINTOW wybrać
8
zadana średnica gwintu: Q335
8
skok gwintu: Q239
znak liczby określa gwint prawo i lewoskr tny:
gwint prawoskr tny: +
gwint lewoskr tny:
8
gł bokość gwintu: odst p pomi dzy powierzchni obrabianego
przedmiotu i końcem gwintu: Q201
8
liczba zwojów do ponownego wykonania: Q355
8
posuw pozycjonowania wst pnego: Q253
8
rodzaj frezowania: Q351
frezowanie współbieżne: +1
frezowanie przeciwbieżne: 1
8
odst p bezpieczeństwa: Q200
8
współ. powierzchni obrabianego przedmiotu: Q203
8
2. odst p bezpieczeństwa: Q204
8
posuw frezowania: Q207
Prosz zwrócić uwag , iż TNC wykonuje przed ruchem
dosuwowym przemieszczenie wyrównuj ce w osi
narz dzia. Rozmiar tego przemieszczenia wyrównuj cego
zależne jest od skoku gwintu. Zwrócić uwag na
dostatecznie dużo miejsca w odwiercie!